Scanwood Solutions is the leading South African company in wood and biomass waste technology. Scanwood offers a whole range of equipment for shredding and chipping of wood waste supplied by world leading manufacturers, including the number one mobile and PTO driven
Wood Chippers in the world, as well as the latest equipment available for processing raw materials for bio-energy and composting.

At Scanwood Solutions, we know about wood. And waste.
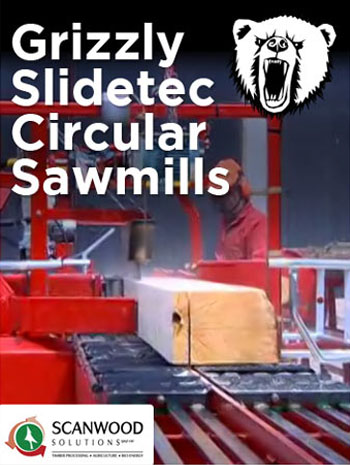
More importantly, we know about the challenges of disposing of waste in South Africa. This is why each of the products we sell has been specifically selected based on our uncompromising criteria for performance, safety and quality. Consider our replacement of nylon in edge trimmers ("weed-eaters") with the brush buster steel chain trimming edge, through to our range of well known Grizzly
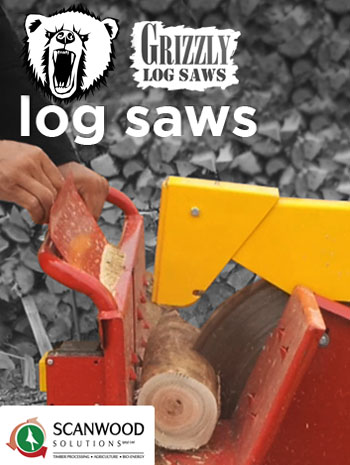
Wood Chippers as well as the monster grinder Hogzilla (grinding up whole trees and rubber tyres of all sizes), through our smaller scale wood saws and log splitters. Our briquette and pelleting systems are legendary. These products and more make Scanwood an important partner in your bio-waste process.
Also obtain hands on advice, professional service and product
maintenance for a complete solution to your bio-waste needs.